Cleaning a 6″ Machine Vise | Another Way the Winn Speedlock Vise Saves Time and Money
I recently displayed the Winn Speed Lock 6″ Vise at an open house that was held at a college machine shop used by the engineering students. Before I get too far into this, I have to say that the majority of the areas of the machine shop were very clean and well organized. Most of the equipment in the shop was set-up with manual Bridgeport knee mills, Manual engine lathes, CNC Bridgeports and small CNC engine lathes. I did a little wandering around and found an area with a small CNC lathe with an eight station tool turret and a couple of CNC Vertical Machining Centers with 20 station tool changers. It was in this area where I found three extremely dirty machine vises. These 6″ vises highlight many of the issues I believe are solved by the Winn Speed Lock 6″ Vise that has the integrated quick change jaw system.
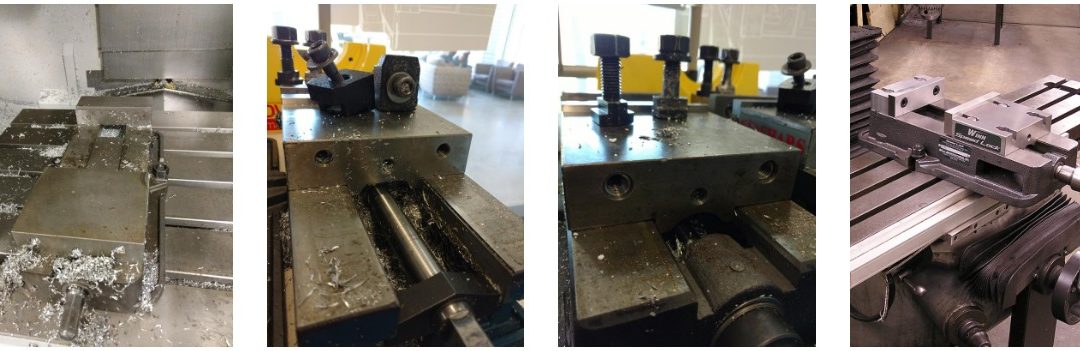
Dirty and Damaged Machine Vises
The first photo is of a 6″ vise mounted on one their CNC vertical machining centers and someone must have just finished machining an aluminum part. To begin with, the 6″ vise must not have had the jaws they needed on the vise. They took them off and didn’t put on any jaws because it was either too much work, or when they took the jaws off the bolts didn’t come out easy. Apparently they didn’t want to take the time to clean out the tapped holes to put the correct jaws in the vise.
I don’t know how many parts were run on this 6″ vise, but there is a good chance that they damaged the mounting blocks of the vise. The mounting blocks on any vise are not hardened. It is just like using soft jaws on a lathe. After so many parts there are little chip dents in the jaws that can transfer marks to the parts. In this case, the little dents in the mounting blocks are going not allow the jaws to seat flat to the mounting blocks, this will decrease the squareness of the jaws and the accuracy of the vise. Another thing is if you look at the back of the movable mounting block and you will see aluminum chips in the tapped holes. What can’t be seen in the photo is that those chips are packed deep into the tapped holes. This means that if someone later on, wants to use this vise to mount jaws on the outside of the mounting blocks they will definitely have to run a tap into these holes before they mount jaws on this 6″ vise. More than likely, the fact that there are no jaws on this vise, means that all of the tapped holes are full of chips and that all of threaded holes will need to be tapped out before jaws can be mounted onto this vise. I figure that the amount time to take a honing stone to the mounting blocks to remove the small dents and tap out all of the clogged threads will be at least an hour to do it right.
In the second photo, this is a vise that was stored on a bench. People just don’t or won’t put things away clean. If you look closely, you can see that there are chips pack deep into the tapped holes. Now this vise had been sitting there for a while, because of the coolant was dried out and sticky. This means that you are not going to be able just blow the chips out with a blowgun, you are going to have to run a tap into these holes in order for a bolt to go into these tapped holes to mount a set of jaws. Probably a 20 to 30 minute process because this school has a tool room and all the tools need to be signed out.
Repairing Damaged Mounting Blocks
I know that some machinists will say that they rarely mount jaws on the outside of the mounting blocks. That is why I took the third photo. This a vise that was damaged when jaws were mounted to the outside of the mounting blocks. If you look closely, you will see that this vise has had heli-coils put into the back tapped holes of the mounting block. It has been repaired for one of two reasons. Either someone over torqued the bolts when mounting a set of jaws on the outside of the mounting block and stripped out the threads. Or they over torqued the vise with a work piece in it and stripped out the threaded holes. This damage required that they get heli-coiled to be repaired. I would guess it took about 1-1/2 hours to do this repair plus the cost of the inserts. My question with this repair is, “how many times are they going to need to replace the heli-coils or how many times is someone going to have this vise mounted on a machine and take if off because they need to put jaws on the outside of the mounting blocks and the bolts won’t go in because the heli-coils need to be replaced?”
Saving Time and Money With The Winn Speedlock 6″ Vise
The final photo is of the Winn Speed Lock Vise. Because the design is all about the ease of use and speed of use, it is NOT a time consuming process or difficult process to change the vise jaws. This means that the machinist can change the jaws in 30 seconds. If the person is using a vise that someone before you leaves it a mess, (See photo #1) you can easily and quickly clean it with compressed air and a rag. If you found a Winn Speed Lock Vise like in photo #1 or #2, it would clean up easy and you would be setting up your job in a few minutes instead of fixing a vise that someone else damaged. Also if someone over torqued the bolts on a Winn Speed Lock Vise the only damage would be the round nuts that hold the jaws in place and they could be quickly (and cheaply) replaced without doing any permanent damaged to the vise.
For more information about the Winn Speed Lock 6″ Vise please visit our website at www.winnspeedlock.com.




